
玻璃幕墙平整度下的光学畸变
玻璃幕墙平整度是指幕墙玻璃单元安装完成后,其外表面整体呈现出的平面光滑程度。它是衡量幕墙施工质量和外观效果的关键指标之一。良好的平整度意味着玻璃板面在视觉上无明显起伏、波浪或扭曲变形,能够形成清晰、连续、无失真的建筑立面反射映像。

玻璃幕墙的平整度不仅体现着自身的美学效果,同时肩负着与周围环境的光影互动的任务,让建筑变得更为灵动。如何保证建筑的平整度一直是大家关注的重点。本文将从背景回顾、材料因素、施工因素、环境因素、结论与建议五部分展开讨论。
1、背景回顾
玻璃以其优秀的力学性能,保温性能,光学性能被广泛应用于建筑的各个领域,承担着建筑的功能性和美学性。玻璃幕墙的平整度问题一直困扰着建筑师、业主及施工单位。由于平整度问题成因较多,工程实践中很难提前发现,往往在大面玻璃呈现出畸变效果时,才引起大家的重视。为了避免这种问题发生,应在项目前期进行相应的思考与准备,严格把控每一步平整度影响因素,以获得优质的项目品质。
玻璃的平整度成因是多样的,产品质量、安装质量、设计方法、使用位置、环境因素等。本文将基于以上成因,对平整度的影响因素进行分析,并基于分析结论形成提升平整度建议。
2、材料因素
建筑玻璃的平整度首先与材料自身的性质是直接相关的,包括加工工艺、材料的刚度,以及自身的光学性能,都会影响平整度。
2.1玻璃基片的加工质量及精度
根据GB 11614-2022《平板玻璃》规范:

表1 平板玻璃的检测项目
如表1所示,玻璃与光学性能相关的检测项目包括厚度、厚度差、外观质量以及弯曲度。
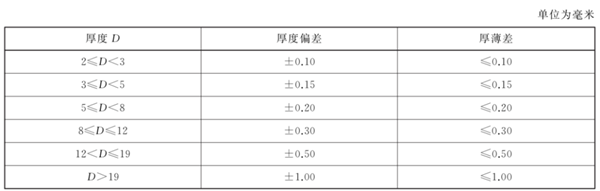
表2 平板玻璃的厚度偏差和厚薄差
如表2所示,随着玻璃厚度增大,基片的厚度偏差容许值也随之增大,当达到12mm时,厚度偏差达到了±0.5,厚薄差要求为不大于0.5mm。我们假设一片玻璃幕墙或窗,当都采用12mm厚时,相邻两片的厚度差可能达到了1mm,而同一片的厚度也是不均匀的,在一个0.5mm的范围波动。这就可能会导致整体的面板光学性存在差异。
造成这种厚度不均的原因,与浮法工艺是密切相关的。高温液态玻璃在制作成型前需漂浮液态锡槽中,接触空气面处于自然冷却状态,在自重状态下,相对平整。液态锡属于高温流体,本身是存在紊流现象的,所以接触锡液一侧,会存在不可避免的厚薄差。
按照外观质量要求的不同,规范将平板玻璃加工分为普通级和优质级。相较于普通级,优质级有以下五方面提升:
1.点状缺陷:单位面积上的缺陷个数变少,缺陷尺寸变小。点状缺陷不允许有光学畸变。
2.划伤要求:单位面积上的划伤条数变少。
3.光学变形:光学角度加大。
4.断面缺陷;截面厚度尺寸变小。
5.弯曲度:控制比例变小。
通过分析可以看出,优质级的玻璃质量控制指标均与光学成像效果直接相关。
综上所述,玻璃的浮法基片由于工业加工精度的限制,存在一定的质量偏差,包括基片的厚度均匀性以及不同加工精度下的点状缺陷导致的光学畸变等问题。通过以上分析可以看出,如果想保证平整度,玻璃应尽量控制厚度,以减小厚度偏差。对于平整度高的建筑位置,应采用优质加工级玻璃。
2.2玻璃钢化工艺的加工质量及精度
2.2.1钢化的应力斑
玻璃钢化工艺可以为材料提供良好的力学性能,但这种工艺也会导致产品产生平整度问题,进而影响玻璃的光学性能。
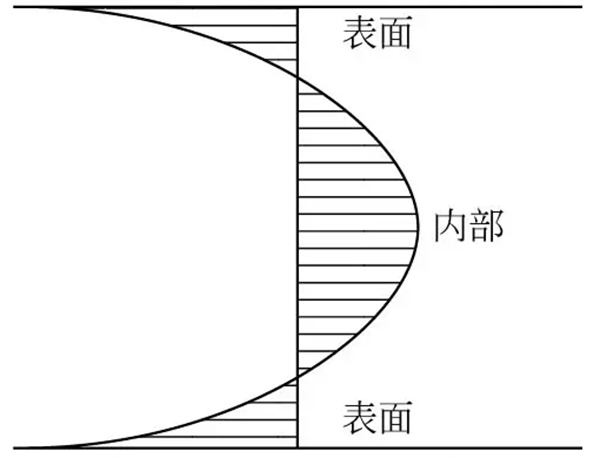
图1钢化玻璃截面的应力分布
如图1所示,钢化玻璃是用物理或化学方法,在玻璃表面形成一个压应力层。其强度比同样厚度未钢化的原片玻璃可提高3~5倍。
玻璃钢化主要有化学钢化和物理钢化两大类。目前,物理钢化中的气体介质钢化法是工业化程度最高,应用程度最广的方法。玻璃在钢化炉内加热到 780℃ 左右,通过风栅瞬间冷却,由于整体风速及风力无法做到精准一致,导致玻璃表面存在先后冷却区域,进而导致玻璃表面应力分布不均,形成风斑,造成光学畸变,玻璃表面会出现凹凸不平现象,如图2所示,严重程度取决于设备好坏和操作者技能掌握情况。
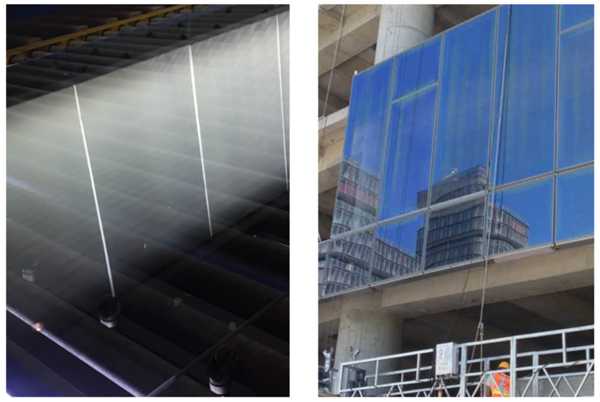
图2玻璃的应力斑
综上所述,钢化工艺的风冷过程导致玻璃冷却不均,材料表面就会形成不均匀应力斑,造成玻璃光学畸变。可采用半钢化工艺降低钢化过程产生的应力斑,但半钢化不允许直接应用于外墙,需要夹胶使用。
2.2.2加工精度
根据GB 15763.2-2005 《建筑用安全玻璃第2部分:钢化玻璃》规范:
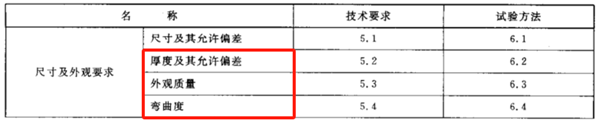
表3 钢化玻璃技术要求
如表3所示,钢化玻璃与光学性能相关的技术要求为厚度及允许偏差、外观质量及弯曲度。
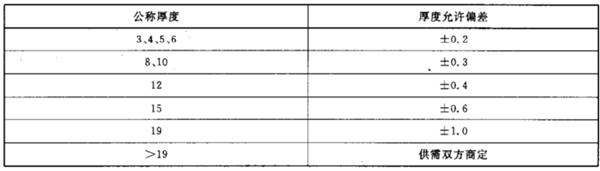
表4 钢化玻璃厚度允许偏差
如表4所示,表格内容为钢化玻璃的厚度允许偏差要求,该要求与GB 11614-1999《浮法玻璃》中厚度偏差要求是一致的,由于近年来浮法工艺水平陆续提升,相应的控制指标也在更新的2009版规范和2022版规范中,进行了两次指标提升,现行数据详表2所示。
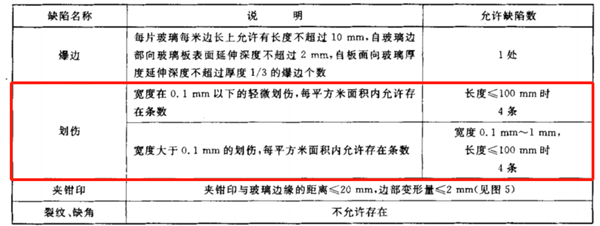
表5 钢化玻璃的外观质量
如表5 所示,玻璃表面划伤要求,划伤质量尺寸较小,对光学成像无实质性影响。对于采用垂直钢化方法导致的夹钳印,在建筑工业钢化玻璃产品中,竖向钢化法基本无应用,目前普遍采用水平钢化法,该工艺工业化程度高、效率高、平整度好。
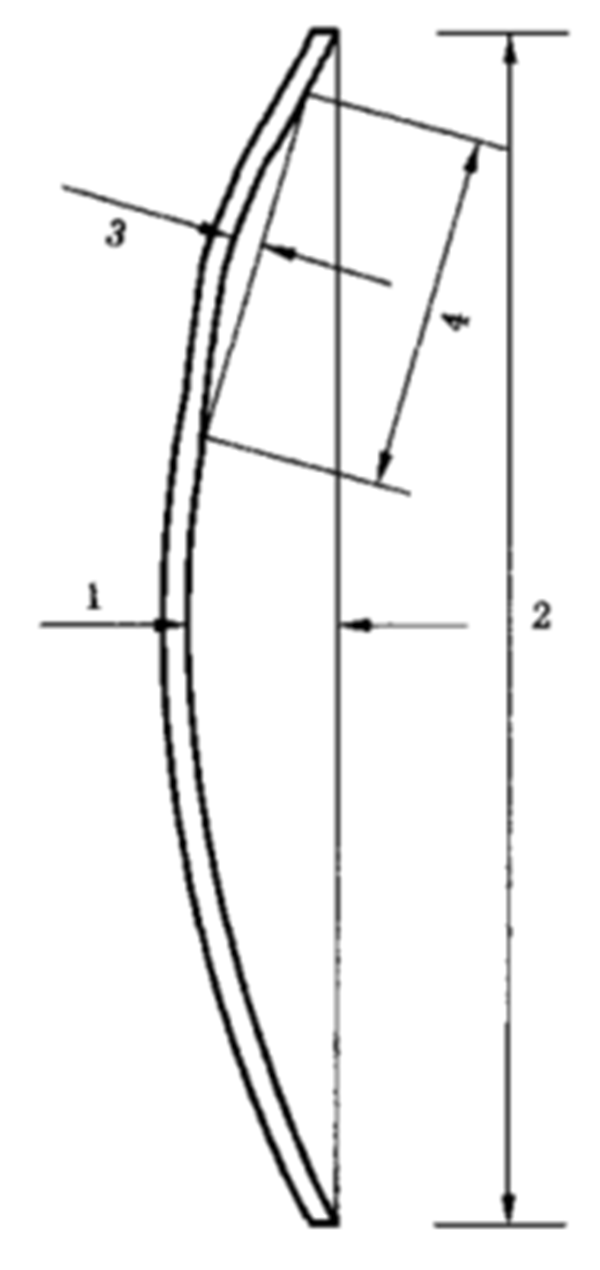
图3钢化工艺变形示意图
参数:1、弓形变形;2、玻璃边长或对角线长度;3、波形变形;4、300mm;
如图3所示,玻璃在钢化过程中会出现弓形变形和波形变形,其定量化数值是判断玻璃钢化后弯曲度的指标,根据规范要求,弓形时应不超过0.3%,波形时应不超过0.2%。
通过以上整理,可以看出,钢化过程与玻璃光学性能相关的主要指标为弯曲度。弯曲度主要出现在钢化过程中,这一步骤与厂家机械的先进性、工业化参数完备性以及操作人员的操作经验密不可分。
通过整理浮法过程及钢化过程的质量要求,我们可以发现,玻璃的厚度越大,厚度偏差就越大,质量就越难控制。究其原因,浮法和钢化工艺均为高温加热工艺,质量越大的材料本身蓄热越大,受到的加工因素影响也更为明显。
2.3玻璃的厚度与面积
玻璃幕墙的光学畸变不仅与产品本身的加工质量相关,与材料本身的厚度也是密不可分的。
JGJ/T 455-2014《建筑门窗幕墙用钢化玻璃》规定的许用面积,详见表6。
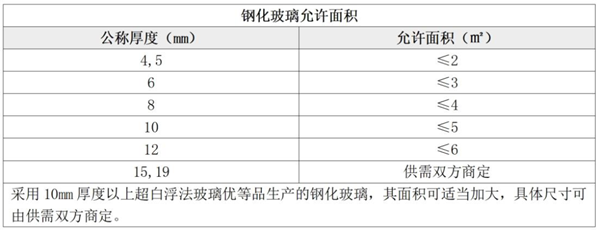
表6钢化玻璃允许面积
JGJ 113-2015《建筑玻璃应用技术规程》明确规定了安全玻璃的许用面积与相应配置要求,详见表7。
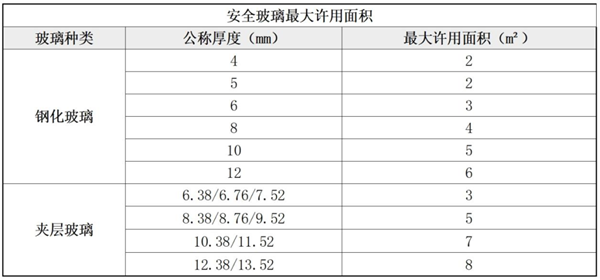
表7安全玻璃最大许用面积
根据以上两本规范要求,我们用6mm的单片钢化玻璃应用在一个600mm×1200mm的幕墙上,较小的板块下,面板本身刚度可以保证平整度,光学畸变小。当加大玻璃面板尺寸,将尺寸调整为1800mm×2000mm,根据JG/T 455-2014《建筑门窗幕墙用钢化玻璃》规范要求,采用8mm的单片钢化玻璃即可满足许用面积需求,如果没有使用面积要求,其实6mm的厚度也可满足结构计算要求。可以看出,面积增加了400%,宽度增加了200%,但厚度仅仅增加了2mm,就工程经验而言,宽度和高度都接近于2000mm的分格,8mm厚的玻璃是很难保证平整度的。究其原因,由于玻璃本身的刚度不足,导致玻璃出现较大的变形(自然荷载和人为安装荷载导致),从而呈现出不平整的感受,规范仅考虑使用安全,对于平整度是无法做量化的限定的。
综上所述,玻璃厚度的增加可以有效降低建筑的光学畸变,保证项目的平整度。
2.4反射率与透射率
除了增加厚度外,玻璃本身的光学性能与玻璃的平整度也是密不可分的,通过选择合适的光学性能,可以有效降低玻璃的光学畸变。
当光线照射到玻璃上时,会发生三种物理过程,反射、透射与吸收。其中,当反射率高时,透射率就会降低,反而亦然。建筑玻璃的光学畸变现象一般与玻璃的成像密不可分,高反的玻璃成像能力强,相应的光学畸变体现明显,而高透的玻璃则对周围的反射较低,更多的是体现室内的景象。

图4高反建筑与高透建筑
如图4所示,高反玻璃与高透玻璃对于外界的成像效果存在明显差异,反射率高的结果,相应的畸变效果更为明显。
综上所述,建筑的平整度与玻璃的反射率与透射率直接相关,为了保证建筑的整体性效果需求,需综合考虑对于玻璃制品的选择。
从建筑设计角度来说,一般商业建筑、大型公建以及办公类建筑都会选用反射率高的玻璃制品,因为这类建筑往往有一个整体的设计外形,高反玻璃从外观效果来说,更为强调建筑的整体感受。而住宅类建筑,多为窗体系,整体性较弱。同时,高反玻璃容易造成居民楼之间的光污染,降低生活体验。所以,住宅常采用透光率高,反射率低的产品。
3、施工因素
3.1构造做法
玻璃幕墙的形式分为框架幕墙与单元幕墙两类,一般单元幕墙的安装质量和平整度高于框架幕墙。我们来分析一下两种幕墙形式:
框架幕墙是将龙骨等辅材运到现场,按照埋件、转接件、立柱、横梁、辅材胶条、玻璃面板的顺序安装。而单元幕墙则是把单元板块直接运至现场,通过装配式的安装方式进行吊装安装。
框架幕墙由于安装步骤多、受环境影响因素大、存在高空作业及高空焊接等制约因素,必然导致龙骨安装步骤内存在较多的误差积累,导致最终面板安装时,需要将这部分误差吸收掉,这种安装工艺不易保证玻璃的上墙效果及质量。而单元幕墙在加工厂完成,组装精度均为加工级,误差积累少,玻璃和框之间为结构胶连接,进而玻璃不用承担任何偏差导致的强制性变形。整体产品平整度高。现场采用插接构造,插接位置的缝隙也能吸收一定安装偏差,转接件具备三维调节能力。所以,单元幕墙对玻璃整体的平整度保证是非常有利的。
综上所述,单元幕墙由于本身面板不用吸收安装误差,且安装具备三维可调,整体的平整度高于框架幕墙。
除幕墙形式外,我们还经常会提到框架幕墙压板的连续性对玻璃平整度的影响。框架幕墙对于玻璃的平整度更多取决于框架的施工质量以及是否对面板存在强制性变形。如施工质量不佳,采用通长压板仍然会导致玻璃的畸变效果。如龙骨施工质量尚可,间断压板固定玻璃面板也可以具备令人接受的外观效果如图5所示。

图5间断固定和连续压板下的幕墙成像
在龙骨施工质量一致的前提下,采用通长压板构造,对平整度的保障更为有利。同时,通长压板构造可以保证外侧胶条压接的连续性,有效提升幕墙防水体系完整性。
3.2安装施工
刚性幕墙的相邻两根竖向杆件确定了玻璃的生根平面,需要保证两根龙骨平行,玻璃才可以固定在同一平面内。但实际工程精度下,刚性龙骨是存在施工偏差的,再加上国内经常性的抢工期,对于龙骨的安装精度更加难以把控。当两根龙骨为空间异面直线时,玻璃就会在龙骨上出现强制变形现象,而目前国内普遍采用电动工具进行螺丝固定,不同的安装设备存在力度差异,压板的安装状态以及固定的力度都会导致玻璃的强制变形差异,从而影响玻璃的平整度。
综上所述,龙骨的安装质量是玻璃平整度不可忽视的问题,而工人采用不同的安装方式以及安装力度,更进一步将平整度问题放大。
4、环境因素
4.1压力差导致玻璃变形
玻璃加工为中空产品时,腔体内压力会固定为加工所在地的大气压力值。当产品被应用于不同海拔地区时,由于大气压随海拔升高而降低,这个改变将会导致空腔压力与大气压力形成压差,打破原有力学平衡。这对玻璃的平整度有什么影响呢?
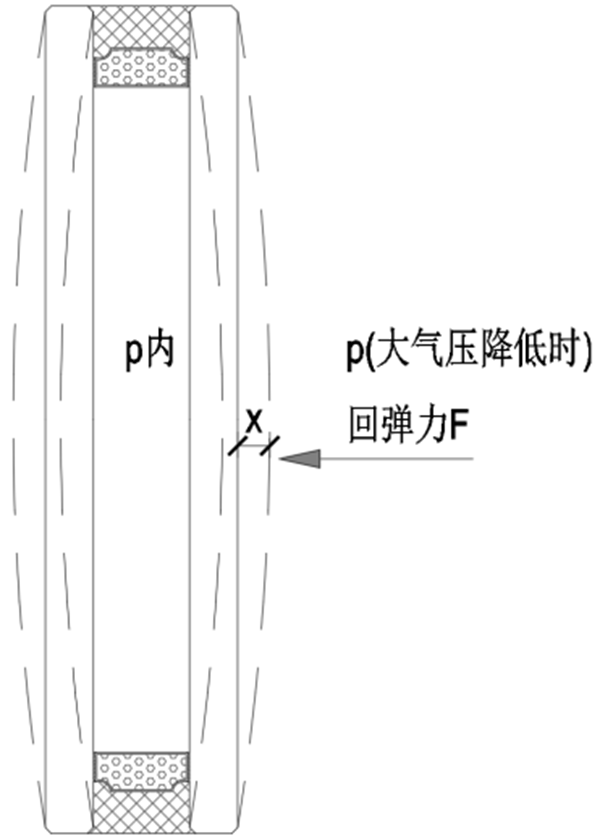
图6玻璃气压变化图
如图6所示,以大气压降低为例,外界气压降低时,玻璃外凸,同时玻璃面板的凸出距离与玻璃的刚度相关,最终得到了一个新的平衡方程:
P*A+kx=P内*A
其中P为室外大气压,A为玻璃面积,k为玻璃的弹性刚度,x为玻璃的变形尺寸,P内玻璃的内压。从平衡方程中可以看出,玻璃内空气发生膨胀或收缩,玻璃变形产生了一定的回弹力。这个公式的文字表达式为:
大气压力+玻璃回弹力=内压力
所以玻璃的弹性刚度k越大,变形x就越小,玻璃的弹性刚度是随着厚度增加而增大的。
通过以上分析,我们可以看出大气压的变化,导致了面板腔体的内外存在了压力差,进而影响了产品的平整度。所以,对于工程项目而言,应尽量选择项目周边的加工厂,避免产生使用压差。
除了海拔外,温度对于玻璃的内压也会产生影响,根据理想气体方程:PV=nRT,温度升高会引起压强和体积的变化。但是由于温度一年四季以及昼夜都是变化的,我们无法避免。通过上述公式,我们可以采用增加玻璃厚度的方式来减小温度对于产品的影响,通常可以考虑将外片加厚,做成薄厚片,这种做法既经济,又美观。
综上所述,压力差会导致玻璃不再平整。建议采用就近加工厂原则,同时增加外片玻璃刚度(增加厚度或减小玻璃尺寸),对产品的平整度进行改善。
4.2环境因素的放大
除了玻璃产品本身性能及构造形式外,建筑的平整度与建筑的周围环境也密不可分。当建筑物周围较为空旷时,无反射源,光学畸变就不会凸显,可以采用高反射率玻璃,反之则尽量选择透射玻璃。在玻璃选型时,应结合建筑的使用位置及光学环境进行统筹考虑。建议如下:
1.玻璃选型前应尽量考虑周围建筑物是否存在反射建筑物或构筑物。
2.如反射不可避免可以减少玻璃材料的使用,或者考虑采用透射玻璃。
3.如有采光需求,可在玻璃外侧设置固定遮阳或其他建筑装饰材料,将反射景物成像打散,降低环境对建筑的影响。
4.对于建筑平整度特别高的区域,可适当加厚玻璃,以增加建筑的整体效果。
5、结论与建议
通过本文的梳理与讨论,玻璃的成像品质与玻璃产品的质量、安装构造、使用条件以及周围环境密不可分。
通过对比分析,给出建议如下:
1.建筑玻璃应尽量采用优质级玻璃,保证原片加工质量,以降低产品对项目品质影响。
2.钢化工艺质量与厂家的设备情况、工程经验及操作人员的水平直接相关,在采购时应酌情考虑。钢化的应力斑是不可避免的,但可以通过采用半钢化夹胶产品减弱应力斑的影响。
3玻璃的厚度选择时,不仅应满足规范对于厚度的最小设计要求,应基于平整度要求,对板块较大的位置应适当加厚,同时应考虑同一立面的视效,避免色差。
4.玻璃的反射率越高,相应的光学畸变越明显。应结合实际应用场景需求选择,配置玻璃的反射率与透射率。
5.单元幕墙的玻璃平整度高于框架幕墙玻璃的平整度。对于刚性构件应尽量控制安装偏差,安装工具应采用可约束操作力值的电动工具,避免出现人为的安装强制变形和不均匀受力。
6.玻璃幕墙的明框部位应采用通长压板构造,确保面板的受力均匀连续,对平整度的保障更为有利。
7.玻璃应就近选择玻璃加工厂,避免大气压对于玻璃面板的平整度的影响。玻璃可采用加厚外片或减小尺寸的方式降低温度对平整度的影响。
8.建筑师需结合建筑的周边情况及对于建筑的实际立面需求进行玻璃选配。
除了以上影响因素外,虽然玻璃越厚,加工的偏差越大,但是,玻璃加工的厚度差对于建筑的整体平整度的影响其实并不是主要因素。相对而言,加大厚度,提升面板刚度。既可以有效地减小玻璃风荷载下的变形,又可以降低安装工人不均匀的施工荷载导致面板的强制变形,还可以降低压力差对面板平整度的影响。所以提高玻璃厚度,是保证玻璃平整度最有效的方法。
以上为本文的所有内容,不当之处欢迎大家批评指正。
国家幕墙门窗质量检验检测中心