
中空玻璃的工艺和流程
从槽铝式中空玻璃和复合胶条式中空玻璃的材料与结构中,我们不难看出两者的区别,这也意味着它们的加工工艺有所不同,本期将带您深入了解这两种工艺的详细流程与要点。
一、槽铝式中空玻璃的加工
具体步骤包括玻璃的除膜、清洗,铝间隔条的固定成型、灌入分子筛、打好丁基胶、粘结至其中一片玻璃上,充气、冷压(合片)、封胶、晾干。
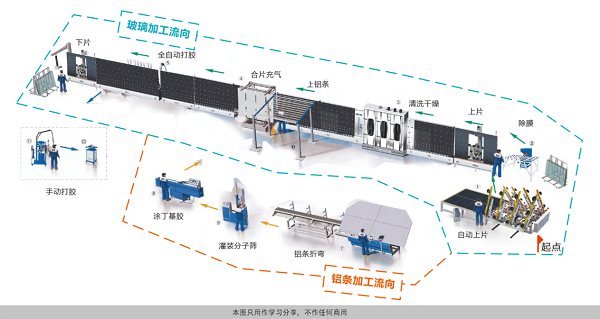
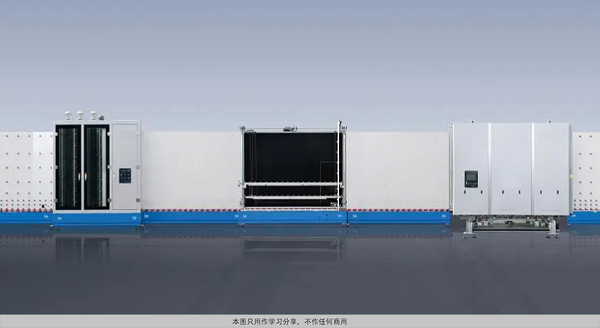
槽铝式中空玻璃生产线
1.玻璃除膜
在玻璃的加工制作过程中,并非所有情况都需要进行除膜操作。例如,在制作夹层玻璃时,通常不需要进行除膜。然而对于中空玻璃的制作,除膜是必要的步骤。因为玻璃表面可能会形成保护层或污染物层,如果不进行除膜,会导致中空玻璃的隔热和透光性能受到不良影响。

需注意的是,镀膜玻璃、Low-E玻璃做中空玻璃时需要除膜,即去掉镀膜层。除膜的宽度是中空玻璃丁基胶加上密封胶的总宽度。目的在于防止胶水与镀膜层形成化学反应后密封失效;防止镀膜层暴露在空气中氧化后,氧化面积朝玻璃中心蔓延扩大;防止胶水在镀膜层的附着力降低。
2.玻璃清洗
(1)为保证密封胶与玻璃的粘结性,中空清洗要使用去离子水。
(2)清洗后的玻璃不允许有明显的指纹、指印、斑点、胶印、污迹、霉印等表面质量缺陷。
(3)在光照检验合格后迅速进行合片操作,防止表面受到污染。
3.铝间隔条加工
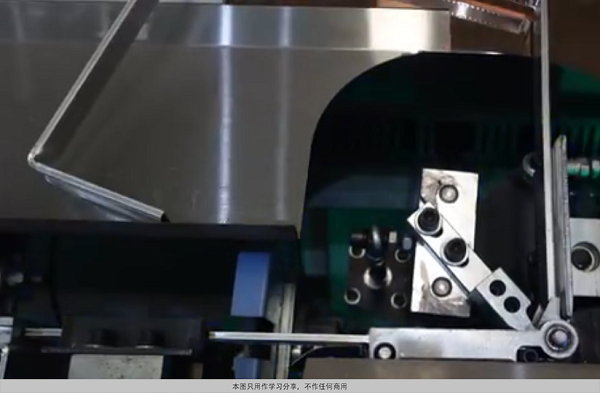
(1)铝间隔条固定成型
铝间隔条分为可折弯和不可折弯两种类型。
①可折弯铝间隔条在自动弯框机上通过弯角一次成型进行弯折,弯好后用直插接口连接对口,形成连续折弯铝间隔条。
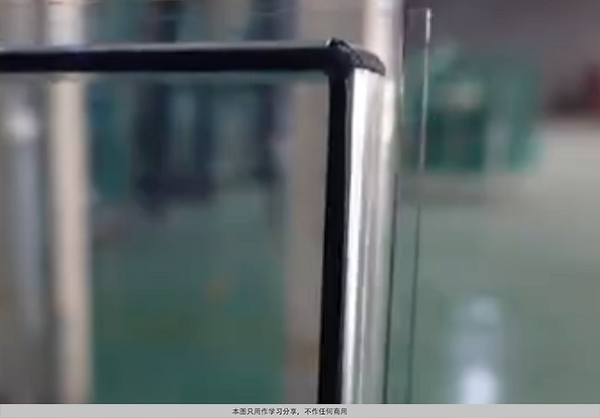
②不可折弯铝间隔条,四个单边采用四角插角进行连接。

连续折弯铝间隔条相比于四角插角型铝间隔条,不仅解决了四个拐角处可能存在的密封隐患,保证了干燥剂应有的使用寿命,也增加了铝间隔条本身的整体稳固性。
(2)灌装分子筛
两种灌装方式:
①真空灌装法
利用真空泵将中空玻璃内部抽成真空,再将分子筛通过中空玻璃的开口处灌入,直至达到所需的灌装量。
这种方法能够确保分子筛均匀地分布在玻璃内部,且不会残留在铝隔条或密封胶的缝隙中。
②压力灌装法
将分子筛与干燥空气混合,通过压力将混合气体注入中空玻璃内部。随着气体的压力减小,分子筛会均匀地沉降在玻璃内部。
这种方法操作简便,适合大规模生产。
分子筛灌装机
三点注意事项:
①10mm以上的铝间隔铝条,每边最少灌充50%的干燥剂。
②10mm以下的铝间隔条,至少有3个边全部灌满干燥剂。
③灌充后45分钟内必须进行合片。
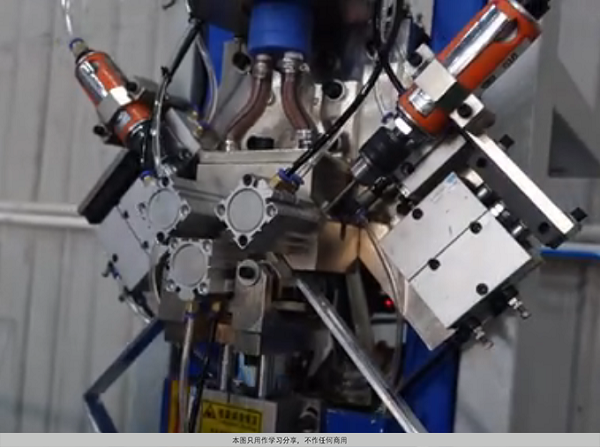
4.涂布丁基胶

①必须保证胶条均匀连续,丁基胶宽度不得小于3mm。
②分子筛灌装孔及角插件,必须完全被丁基胶填塞。
5.充气与合片
(1)充气时要控制好压力和时间,充气量不得小于85%。
中空玻璃全自动充气设备
(2)合片前要确保两片玻璃之间没有气泡或杂质。(3)合片时控制好两片玻璃的位置和角度,避免出现错位或倾斜现象。
(4)合片后铝框外边部和玻璃边部应有5~7mm的距离,用于涂第二道密封胶。
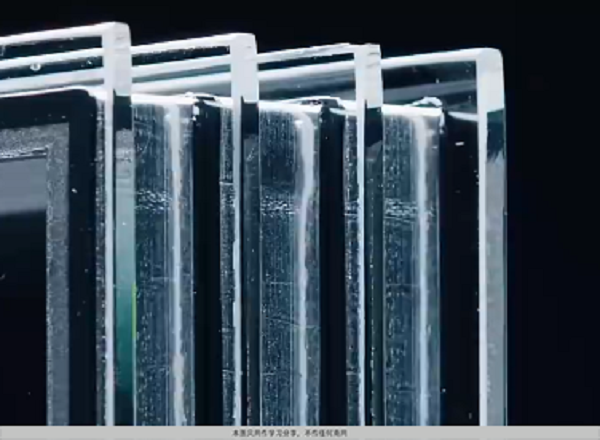
6.封胶与晾干

全自动涂布密封胶
(1)封胶前应进行蝴蝶法测试,检查双组份密封胶的混合均匀性,并试验密封胶的拉断时间,通常为20~60分钟。
(2)已涂胶的中空玻璃应逐片隔开、直立式静置固化,表面干燥时间通常是2~3小时,固化时间为72小时左右。

二、复合胶条式中空玻璃的加工
此种加工工艺相对简单,复合胶条的应用省去了间隔条的加工等步骤,应用范围广,但生产制作的中空玻璃密封性和耐久性相对较差,不适用于幕墙,多用于民用的窗户或移门等场景。
具体步骤包括玻璃的除膜、清洗,胶条的切割,安装复合胶条,另一片玻璃的清洗,两片玻璃的合片、充气、热压、封胶、晾干。
1.复合胶条加工
复合胶条的安装方式有手动安装和机器安装两种,在安装前应按需对复合胶条进行裁切。
注意事项:
①裁切时:需确保两邻边垂直,全部为直角,以保证后续的粘接效果。
②摆放时:胶条应保持边直、挺,拐角应呈90度。胶条的起始端应距离玻璃边部1.5~2mm,与玻璃边部平整对齐,避免出现褶皱或扭曲。

③操作时:操作工人需戴干净无油的手套,保持玻璃表面清洁干净,无任何污渍和残留物。过程中禁止触碰玻璃内面及胶条的粘接面,并需检查胶条边是否直、挺,拐角是否为90度。
2.热压
区别于槽铝式中空玻璃加工过程中的冷压,热压的目的是使复合胶条融化后将两块玻璃更好地粘结在一起,同时可消除内部气泡和残留物。
注意事项:
①热压时应尽量压低胶条,以胶条与玻璃接触面“不漏胶条,胶条不倒”为合适;应预留小口,让干燥后的气体从小口溢出,压合后随即封口。
②热压后应测量胶条温度,在43℃~50℃为宜。如果温度过高,可能会导致中空玻璃内部负压过大,导致玻璃炸裂或漏气及变形;而温度过低则会导致粘接不良。
③完成后仔细检查封口质量,确保胶条平整、牢固、无气泡或间隙。
三、超级间隔条的加工
随着技术的发展,出现了新型的超级间隔条加工技术。相比于传统的铝隔条,超级间隔条的加工工艺更为简单,主要步骤包括准备玻璃原片(包括清洗、除膜等步骤)、加工超级间隔条、涂胶与合片、压片与固化、检验。
由于内含分子筛40%,两侧已涂布丙烯酸构造黏合剂,在加工过程中无需热压,仅用压片机即可,从而大大节省材料和人工成本。目前,欧美等发达国家已经广泛采用了超级间隔条技术,随着我国对建筑节能要求的逐步提高,这一技术也必将得到更广泛的应用和推广。
四、中空玻璃质检标准
质检标准《GB/T 11944-2022 中空玻璃》中的相关规定如下:
1.胶层厚度
当中空玻璃外层密封胶水分渗透率≤15g/m2.h.mm时,其厚度应不小于7mm;当中空玻璃外层密封胶水分渗透率>15g/m2.h.mm时,或为充气中空玻璃时,其厚度应不小于9mm;复合密封胶条的胶层厚度为8mm±2mm,特殊规格或有特殊要求的产品由供需双方商定。
2.外观质量
密封胶应均匀整齐,内层密封胶应连续无断条,与玻璃充分粘结,外层密封胶应无气泡,且不超出玻璃边缘。玻璃内表面应无妨碍透视的污迹和密封胶流淌。间隔材料与玻璃垂直,平直无扭曲,表面平整光洁,无磕伤,气孔均匀整齐;表面无污痕、斑点及片状不良氧化现象。
3.露点
中空玻璃制品的露点应低于室内温度,以确保其良好的隔热性能。具体的露点温度应符合标准规定,不应高于-40℃。
武汉玻璃行业协会